Publicerad: 26 januari 2026
Av: ShanJi Meng, senior metallanalytiker
Koppar och dess legeringar är fortfarande några av de mest givande – och ibland knepiga – materialen att bearbeta. Utmärkt värme- och elektrisk ledningsförmåga, naturliga antimikrobiella egenskaper och fullständig återvinningsbarhet gör dem oumbärliga i elfordonskomponenter, marin hårdvara, precisionsväxlar och svetselektroder. Men deras mjukhet, tendens att klistra fast verktyg och deformationshärdningsegenskaper kräver rätt tillvägagångssätt.
År 2026, med en kraftigt ökande efterfrågan på koppar från elektrifiering och förnybara energikällor, ser maskinister fler beställningar på högpresterande legeringar. Den här guiden täcker de vanligaste kopparkvaliteterna vi arbetar med, lämpliga processer, viktiga fördelar/utmaningar, praktiska designtips, verktygsråd och verkliga tillämpningar.
Vanliga kopparkvaliteter för CNC-bearbetning
Olika tillämpningar kräver olika legeringar. Här är de kvaliteter vi ser oftast i precisionsbearbetningsverkstäder:
- Ren koppar (C10100/C11000)99,9 %+ renhet, syrefri eller ETP. Bäst för maximal konduktivitet (skenor, kylflänsar).
- Mässing (C36000, C26000)Favorit vid fribearbetning med utmärkt spånbrytning. Utmärkt för kopplingar, ventiler och kugghjul.
- Aluminiumbrons (C95400, C95500)Hög hållfasthet + enastående korrosionsbeständighet mot sjövatten. Idealisk för marina propellrar och bussningar.
- Tennbrons (C90300, C90700)Överlägsen slitstyrka och låg friktion. Klassisk för kraftiga lager och kugghjul.
- Fosforbrons (C51000, C54400)Utmärkt fjädring och utmattningsbeständighet. Vanligt förekommande i kontaktdon och fjädrar.
- Kromzirkoniumkoppar (C18150/C18200)Nedbördshärdad för hög hållfasthet + 80–90 % IACS-ledningsförmåga. Dominerar motståndssvetselektroder och delar till elbilsmotorer.
-
Tips för snabbt val av betygFör elektriska delar → välj ren koppar eller CuCrZr. För korrosionsbenägna miljöer → välj aluminiumbrons. För enkel volymbearbetning → välj mässing.
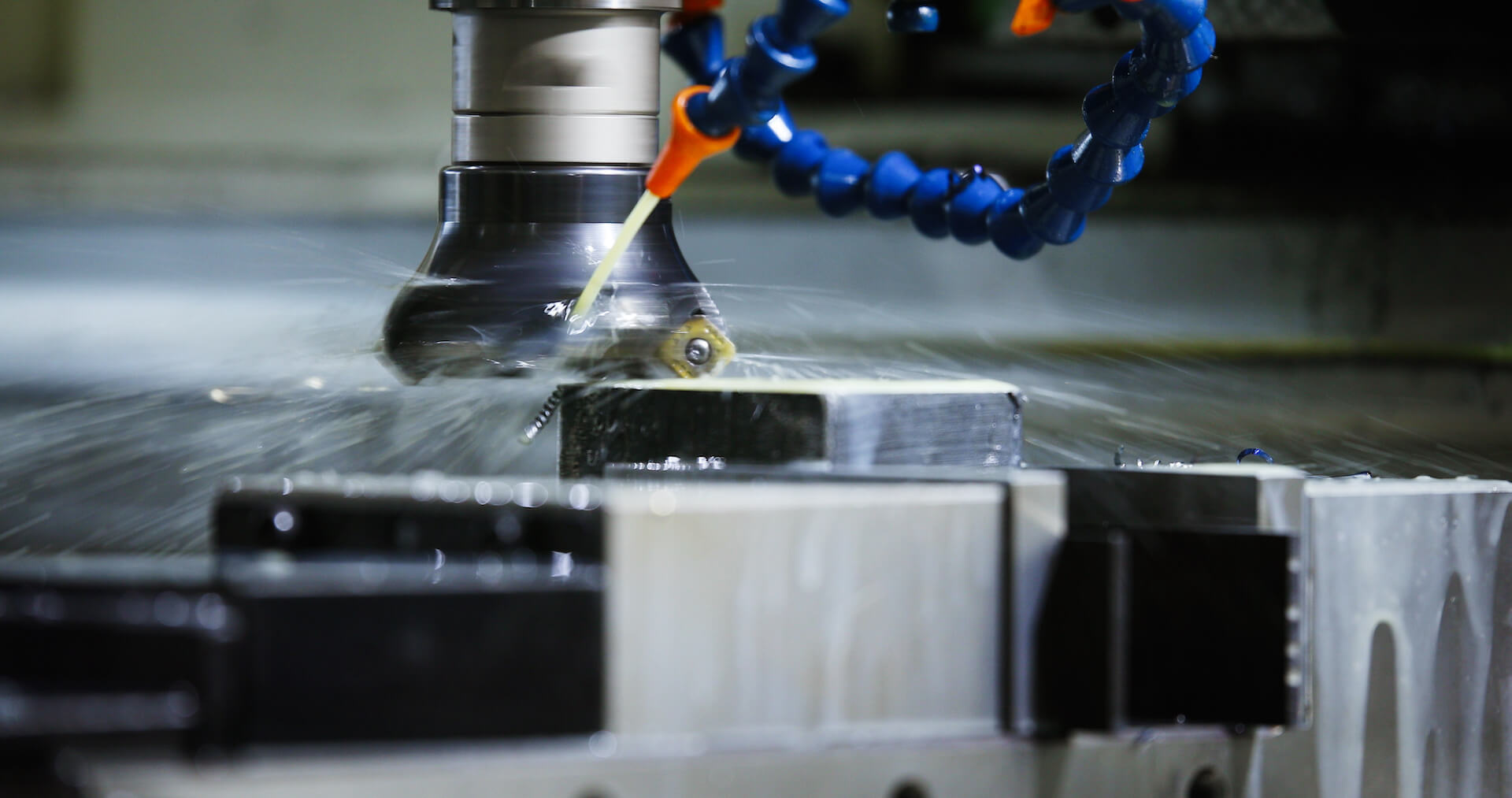
Lämpliga bearbetningsprocesser för koppar
De flesta kopparkvaliteter bearbetas bra på vanlig CNC-utrustning:
- CNC-fräsningIdealisk för komplexa geometrier, fickor och 3-5-axliga delar.
- CNC-svarvningPerfekt för runda komponenter som bussningar, kopplingar och axlar.
- Borrning och gängningMässing och fosforbrons gängar rent; använd peckborrning för djupa hål i ren koppar.
- Schweizisk svarvUtmärkt för små, högprecisionsstift och kontakter.
- EDM (vid behov)Sällan nödvändigt men användbart för härdade CuCrZr-egenskaper.

-
Fördelar med bearbetning av kopparlegeringar
- Överlägsen värmeledningsförmåga → avleder värme snabbt, vilket minskar verktygsslitage.
- Utmärkta elektriska egenskaper → avgörande för kontakter och elektroder.
- Naturlig antimikrobiell yta → idealisk för livsmedelsbearbetning och medicinska delar.
- Fullständig återvinningsbarhet → i linje med hållbarhetsmandat från 2026.
- Vackra ytor → polering av mässing och brons för hög glans.
Utmaningar och praktiska lösningar
Koppars duktilitet skapar klassiska problem – så här hanterar vi dem:
- Kladdiga bitar och uppbyggd kant— Använd vassa verktyg med positiv spånvinkel och rikligt med kylvätska (emulsion eller olja).
- Deformationshärdning— Ta lätta passager (0,1–0,5 mm djup) och undvik att stanna upp.
- Gradbildning— Mässingsmaskiner är nästan gradfria; ren koppar behöver avgradas eller medfräsas.
- Termisk expansion— Fixera noggrant och använd kylvätska för att kontrollera måtten.
ProffstipsFör ren koppar håller polykristallin diamant (PCD) verktyg 10 gånger längre än hårdmetall.

-
Designöverväganden och tips
- Toleranser±0,01 mm är uppnåeligt på mässing/CuCrZr; ren koppar kan behöva ±0,02 mm på grund av mjukhet.
- VäggtjocklekMinst 0,5–1 mm för att undvika nedböjning.
- Radier och avrundningarLägg till generösa radier (minst 0,5 mm) för att minska spänningar och förbättra verktygets livslängd.
- YtbehandlingRa 0,4 µm är standard med polerad hårdmetall; spegelblanka ytor är möjliga på mässing.
- VärmebehandlingCuCrZr kräver efterbearbetning för full hårdhet — planera därefter.
Verktygs- och parameterrekommendationer
- VerktygsmaterialObelagd eller diamantbelagd hårdmetall för de flesta; PCD för volymbearbetning av ren koppar.
- Hastigheter och matningar (exempel för C36000-mässing, 10 mm pinnfräs):
- Spindel: 8 000–12 000 varv/min
- Matning: 1 000–2 000 mm/min
- Skärdjup: 0,5–2 mm axiellt
- KylarvätskaAnvänd alltid — förhindrar gallring och förbättrar finishen.
Verkliga tillämpningar
- Mässing → precisionsväxlar, ventilhus, dekorativa beslag.
- Aluminiumbrons → marinbussningar, pumpimpeller.
- Tennbrons → snäckväxlar, tungbelastade lager.
- Fosforbrons → elektriska fjäderkontakter.
- Ren koppar → värmeväxlare, samlingsskenor.
- CuCrZr → punktsvetselektroder, EV-rotorstänger.
Kostnads- och hållbarhetsfaktorer år 2026
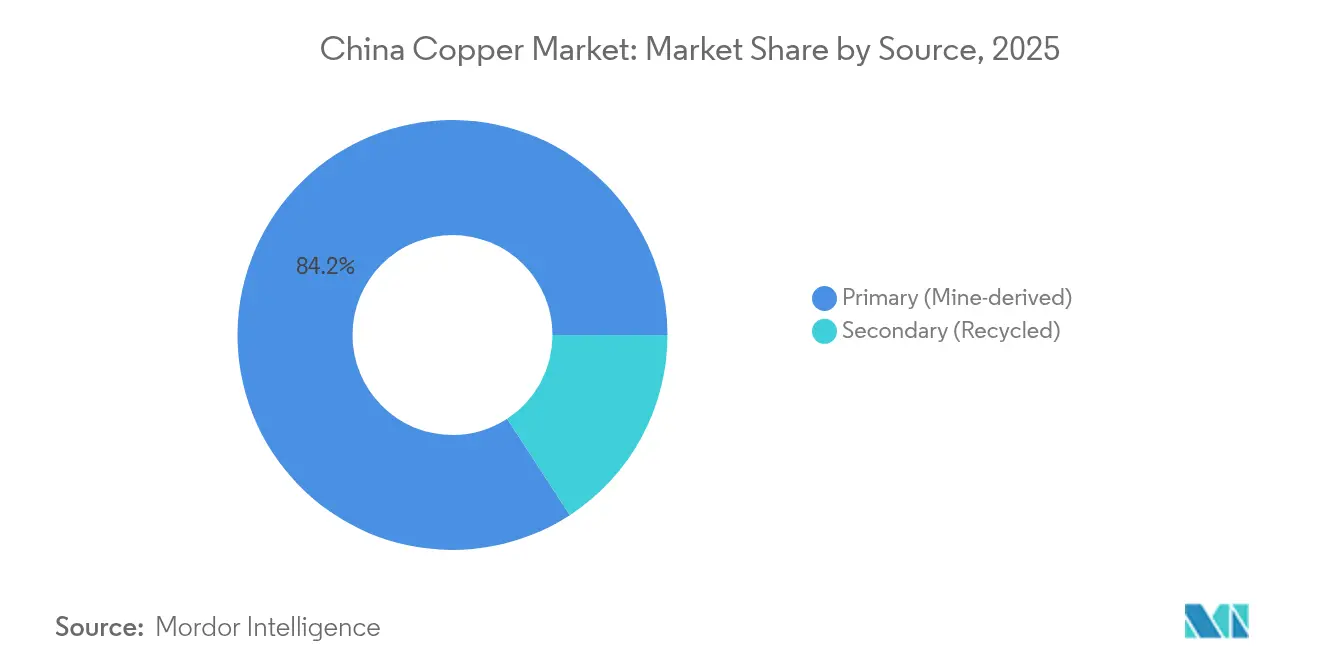
Materialpriserna fluktuerar (ren koppar ~11 000–13 000 USD/ton), men mässing är fortfarande mest ekonomiskt fördelaktigt. Återvinningsgraden överstiger nu 50 % i många verkstäder, vilket minskar kostnader och koldioxidavtryck. Förvänta dig minskat utbud av CuCrZr på grund av efterfrågan på elbilar.
Slutliga tankar
Kopparbearbetning belönar noggrann uppställning och rätt sortval. Med tipsen ovan kommer du konsekvent att producera högkvalitativa, funktionella delar som uppfyller även de tuffaste specifikationerna.
Redo att förverkliga din design? Utforska hela vårt utbud av kopparlegeringar (mässing, aluminiumbrons, tennbrons, fosforbrons, ren koppar och CuCrZr) i vår senaste produktkatalog, eller kontakta vårt teknikteam för offerter på anpassad bearbetning och teknisk support.
Publiceringstid: 26 januari 2026